EDUCATION SPOT
Frequently Asked Questions
This education spot is here to provide help and resources so you can source the right equipment and consumables for the job at hand.
Still not sure….
We have an amazing sales team online and on the end of the phone.
We hold a massive range of consumables and machines of many types here at Prospot. It is all controlled and dispatched by our highly train team based in the Midlands.

Electrode caps, spot electrodes and custom electrodes
How to choose the right electrode for optimal resistance welding?
Successful execution of a resistant weld requires, among other aspects, such as the setting of the welding parameters and the welding process, the correct selection of the welding electrodes. When selecting resistance welding electrodes, we recommend that clients consider the following:
- a manufacturing process that answers the question of whether an electrode cap or scoring electrode is more appropriate ,
- welding conditions that affect what is the most suitable electrode shape; and
- welded material, which is essential in the correct selection of electrode material .
How to extend electrode life?
In the spot welding process, the electrode head wears out. The welding surface increases, which leads to a reduction in the surface density of the electric current and hence the heat required to produce an adequate weld at a constant welding current. Gradually, the lens of the joint increases, which loses its resistance. Therefore, it is necessary to ensure regular renewal of the shape of the electrodes, in the factory production preferably within regular maintenance.
 Worn electrode before recovery
Worn electrode before recovery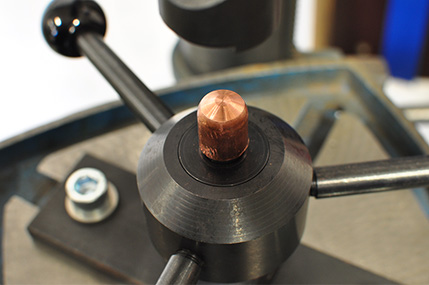 Worn electrode after recovery
Worn electrode after recoveryThe electrode shape can be restored by manual or automatic grinding machine. Pneumatic or hand operated milling machines are ideal for restoring electrodes in small-scale production. In automated production via robotic workstations, automatic milling machines, which in combination with an automatic electrode changer, ensure their fully automated maintenance and carefree operation.
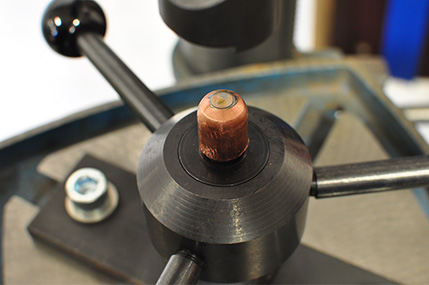
What is projection welding and how does it relate to the welding of nuts?
Projection welding is a type of resistance welding in which a projection on the material to be joined is used instead of the spot electrodes for joining materials. The projections of various shapes can be used here: rounded recesses, elongated ridges and circular or extended corners of the nut. In the welding process, these protrusions become the only contact point between the materials through which the welding current flows, thereby concentrating the heat. When the necessary heat is reached, a joint is formed. lenses.
 Spot welding
Spot welding Projection welding – welding of the nut
Projection welding – welding of the nut Welding press with projection welding assembly with BOL holder
Welding press with projection welding assembly with BOL holder(linear spot welding machine in the background)
Thus, welding by the projections is not only effective but also independent of the type of electrodes, since the current instead of the electrodes runs through the plates of the welding presses at the point where the projection touches the component. Its disadvantage is that the formation of consistent joints requires well-designed protrusions, greater positioning accuracy of the materials to be bonded, and correct setting of the pressure hold time. The quality of the joint is particularly important in the welding of the nuts, since there is a risk that the thread of the nut may be destroyed by injection of the incandescent material.

What is the difference between an electrode cap and a scoring electrode?
When selecting an electrode, the manufacturing process must be considered as a first aspect. In the case of mass production under highly automated and specialized conditions, the number one electrode cap is the clear choice . In an environment that requires a more versatile manufacturing process and frequent changes, scoring electrodes are the best .
The principle of operation is the same for both types of electrodes: the transfer of electric current, pressure and cooling to the working piece. The application of an electric current creates a lens-like connection between the materials to be bonded, the size of which is controlled by the electrode by the pressure generated by the arms of the welding machine. After the electric current has been switched off, the cooling water flowing in the electrode removes the heat generated in the welding process, thereby achieving cooling and solidification of the joint while extending the life of the electrode.
Electrode caps are smaller in size and therefore more economical. They are placed on stationary spot scanners as well as on manual and robotic welding tongs using electrode adapters . Compared to the scoring electrodes, however, they wear out more quickly, and in large-scale, automated production, their lifespan is extended by renewing, grinding their shape with a milling machine . The spot electrodes, on the other hand, can withstand several thousand welds through shape restoration, but can only be used on spot machines. You can read more about electrode renewal in How to Extend Electrode Life?

How to choose the right electrode shape?
The shape of the electrode must take into account the use, the welded material and the resistance welding process. There are seven basic electrode shapes to choose from:

Shape A
- large radius electrode often used for aluminum welding. The large electrode radius creates an ideal point for breakage of aluminum oxides and at the same time, with its large surface area, it can regulate the size of the weld lens.

Shape B
- A type of electrode that is often used in the industry, which by its shape reduces the amount of material that is trapped on the electrode surface during the welding process, thus slowing down its wear.

Shape C
- the flat surface electrode is also used for projection welding. The shape of the electrode provides a large area of application of welding pressure and current in the manufacture of cosmetic welds on the face side of the sheet and a balanced heat distribution.

Shape D
- The offset electrode is used for welds in hard-to-reach places near sheet metal bending, for welding of metal box seams and the like. When installing the lead, note the correct orientation of the lead tip.

Shape E
- the rounded tip electrode combines the advantages of the F-round and the pointed G electrode, albeit on a smaller welding surface.

Shape F
- high efficiency spherical electrode, which is the most popular choice due to its shape characteristics. Its rounding can correct inequalities in the welding arm settings as the welding surface is formed at any contact point of these electrodes. This shape is often used on manual and robotic welding tongs, where semi-roundness allows welding sheets at different angles without precisely positioning the electrodes.

Shape G
- pointed electrode with versatile use.

How to choose the right electrode material?
The material of which the electrode is made depends primarily on the material of the component being welded. This affects the conductivity and ductility properties to be taken into account when selecting the electrode. Welding of aluminum, which is characterized by high conductivity and low resistance, requires a different type of electrode than the welding of stainless steel, which has a high transition resistance, the low conductivity and the high material strength is more demanding on the welding pressure.
The most popular electrode materials are:
CuCrZr – universal material for resistance welding of fine and medium coated and untreated steels. The material is produced by an oxide-free casting process and makes it possible to form a copper alloy with an optimum chromium and zirconium content. The electrodes acquire the desired shape by either cold forming or machining.
CuZr – the ideal alloy for Z-trode electrode caps for resistance welding of fine and medium-coated and untreated steels and aluminum alloys. The weld is produced in the resistance welding process at the point of greatest electrical resistance. The excellent CuZr conductivity ensures that maximum electrical resistance is always achieved between welded steel or aluminum sheets. This reduces the amount of heat produced between the electrode and the sheet, which in turn decreases the adhesion and thus obtains:
- reducing spatter,
- deformation resistance; and
- lower energy consumption by up to 20%, less downtime.
Nitrode® – no other electrode cap can be compared to Nitrode when welding galvanized sheets because of its cost-effectiveness and high resistance welding performance. Nitrode is an alloy of copper and aluminum oxide. Common copper alloys are annealed at temperatures above 500 ° C. Nitrode retains its properties almost to the melting point of 1,083 ° C. advantages:
- Longer operating time due to less frequent electrode replacement
- lower maintenance costs, less electrode surface milling,
- better weld quality and lower welding currents increase productivity and reduce costs compared to conventional electrodes.
How to choose the right electrode material?
We hope this education spot was useful and we do add to it throughout the year. Is there something you would lie to see here in the education spot? Email customer services with your requests.
Shop Online NOW!
We have a large range available in our online store but if you cannot see what you need please contact us via email or online chat.
Contact Us
T: +44 (0)1827 254829
E: Sales@prospot.co.uk
E: Service@prospot.co.uk
E: Accounts@prospot.co.uk


Visit Us
Unit C – Riverside Industrial Estate,
Atherstone Street,
Fazeley, Tamworth,
Staffordshire.
B78 3RW